




Selective Laser Sintering (SLS)
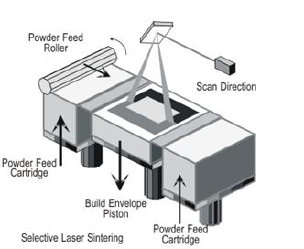
Selective Laser Sintering involves fabrication of a physical model by the selective melting of powdered material layer by layer. This process uses a fine powder which is heated with CO2 laser so that the surface tension of the particles is overcome and they fuse together. Before the powder is sintered, the entire bed is heated to just below the melting point of the material in order to reduce the thermal distortion and facilitate fusion to the previous layer.
The geometry of the object is created as CAD data and CAD files are transferred in to an STL file system. The STL file is then sliced and drawn as one cross-section at a time. The laser selectively fuses powdered material by scanning cross-sections of the object on the surface of a powder bed. After each cross-section is scanned, the powder bed is lowered by one layer thickness, a new layer of material is applied on top and the process is repeated until the part is completed. Compared to other processes a relatively wide range of powder materials can be used in this process. Polymer powders like nylon, glass- filled nylon and polystyrene and metal powders like steel, titanium, alloy mixtures and composites can be processed.
Advantages
- SLS process can build complicated parts.
- Post curing is not necessary
- Unfused powder acts as the support
- Support material can be easily removed
Applications
- Fit and functional prototypes for mechanical and thermal tests
- Aerospace, Automotive, Electrical and Electronics and consumer goods industries.
- Parts can be used for rapid tooling applications like injection moulding Can be used for soft tooling and short run production
Limitations
- Matte surface finish and accuracy is less than other process
